For engines of any kind to function perfectly -be it in industrial machines or in the automotive sector-, it is essential that the parts that make them up have a precision finish that allows fluidity in the mechanization of movements. In today's article we explain how high precision rolls are rectified and balanced.
How are rolls rectified and balanced?
The rectification and balancing of rolls consists, simply, of the machining of the different pieces of a specific machinery by abrasion to mold them depending on their subsequent application by equalizing the contact surfaces (which tend to suffer and wear, causing a malfunction). To achieve this abrasion, a specific machinery with grains of quartz, silicon carbide or corundum is used.
What machinery is used for grinding and balancing rolls?
To understand how the grinding and balancing of rolls is carried out, it is necessary to know what machinery is used during the process. The machines used in grinding are called grinding machines, that work with a main piece -called grinding wheel- that rotates on itself and it is eliminating the upper layers of the roll thanks to the abrasive materials with which it is made. There is a great variety of wheels of various shapes and grain sizes, all standardized by international standards.
Depending on the type of rectification that you want to carry out, there are different grinding machines. Our grinding section has high precision roll grinding machines, which facilitates very precise measurements and very tight tolerances. The most used are:
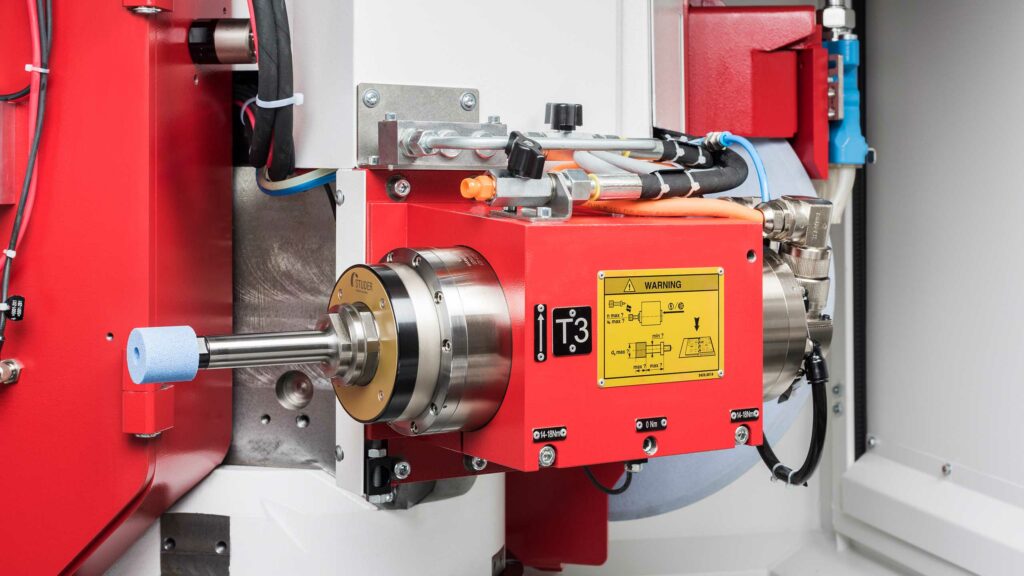
Roll grinders
The cylindrical grinding machine is a type of machine that is used to shape the exterior of an object with the help of an abrasion disk -the aforementioned grinding wheel-. It can be used to work a variety of shapes, but all of them must have a central axis of rotation, such as rolls, ellipses, cams or crankshafts.
- External: It is used to grind the external surface of a part between centers that allow the rotation of the part
- Inside: It is used to grind and balance the inside of cylindrical parts whose diameter is greater than the size of the grinding wheel (to fit inside them)
- Without centers: for small pieces that due to their size or configuration it is not possible to grind them with conventional procedures because there is no material space for the grinding wheel and plate such as bushings, bolts or pins
Universal grinders
The universal grinders are the most versatile and those that offer a greater capacity of work and can be used to grind both rolls and other industrial machinery components such as camshafts or crankshafts. They have a hydraulic mechanism that moves the parts back and forth while they rotate on themselves in a rotational movement opposite to that of the grinding wheels, which allows abrasion and facilitates molding.
Special grinding machines
They work with a mechanic similar to the previous ones, but They are specially designed for those pieces with a more complicated geometric shape that does not allow them to rotate on themselves or that have holes that make grinding impossible. They are usually smaller than the rectifier rectifier line –since they are focused on parts that are generally smaller in size–, and use a vertical spindle that performs a circular translation while rotating. They are used, for example, to rectify rolls of lamination.
Grinding machines with CNC control systems
They are the newest, and basically consist of a technological upgrade from previous models that allow the unification of movements for grinding (upper, frontal and lower) in a single machine with a minimum intervention of the operators, since the automation is almost absolute.
3 thoughts on “Cómo se realiza el rectificado y equilibrado de cilindros para que queden perfectos”
Very interesting this section.
What is the minimum diameter that can be rectified?
Hi Sergio, thanks for your comment.
The minimum diameter that we can rectify is diameter 30.
Cheers